
một là gì Vỏ động cơ ép đùn xe nâng ?
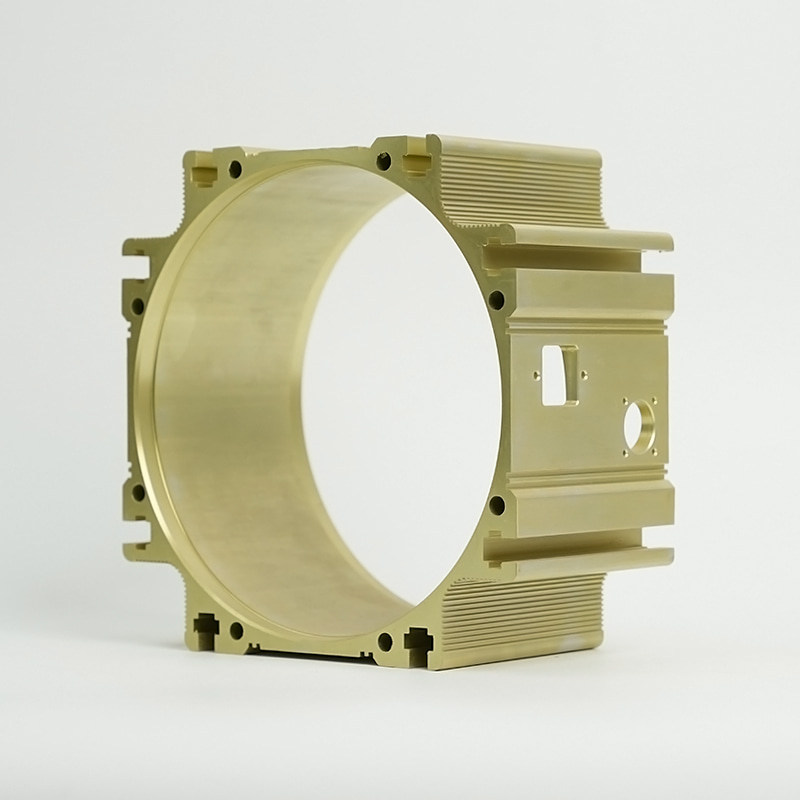
Vỏ động cơ ép đùn của xe nâng là vỏ kết cấu bao quanh và bảo vệ bộ truyền động điện hoặc động cơ nâng trên xe nâng, được sản xuất thông qua quy trình ép đùn nhôm. Thay vì được đúc trong khuôn hoặc chế tạo từ tấm hàn, vỏ động cơ ép đùn được hình thành bằng cách ép phôi hợp kim nhôm được nung nóng qua khuôn chính xác, tạo ra một biên dạng liên tục với mặt cắt ngang nhất quán. Nhà ở kết quả kết hợp độ chính xác kích thước cao, độ dẫn nhiệt tuyệt vời và tỷ lệ cường độ trên trọng lượng thuận lợi - tất cả các đặc tính có lợi trực tiếp cho hiệu suất và tuổi thọ của động cơ xe nâng điện.
Xe nâng điện - hiện đại diện cho phần lớn việc triển khai xe nâng mới trong môi trường kho bãi, phân phối và sản xuất - đặt ra các yêu cầu khắt khe về vỏ động cơ. Vỏ phải tản nhiệt sinh ra trong các chu kỳ làm việc liên tục, chống sốc và rung cơ học từ bề mặt sàn gồ ghề và tác động của tải trọng, cung cấp một môi trường kín để bảo vệ cuộn dây và vòng bi động cơ khỏi bụi và hơi ẩm, đồng thời thực hiện tất cả những điều này trong khi vẫn giữ trọng lượng tổng thể của hệ thống truyền động đủ thấp để duy trì phạm vi hoạt động của pin và xếp hạng khả năng chịu tải.
Vỏ nhôm ép đùn giải quyết các yêu cầu này hiệu quả hơn so với các lựa chọn thay thế bằng gang trong hầu hết các ứng dụng xe nâng điện hiện đại, đó là lý do tại sao thiết kế này đã trở thành phương pháp xây dựng chủ đạo của các nhà sản xuất động cơ xe nâng hàng đầu trên toàn cầu.
Tại sao đùn là phương pháp sản xuất ưa thích
Quá trình ép đùn mang lại những lợi thế sản xuất cụ thể khiến nó phù hợp với việc sản xuất vỏ động cơ xe nâng ở cả khối lượng thấp và khối lượng lớn:
- Hình học mặt cắt phức tạp trong một thao tác: Khuôn ép đùn có thể tạo ra các cấu hình kết hợp các cánh làm mát, các kênh bên trong, các trùm lắp và các tính năng định vị trong một lần. Các tính năng yêu cầu nhiều thao tác gia công trên phôi đúc được tích hợp vào biên dạng ép đùn ngay từ đầu, giúp giảm thời gian và chi phí sản xuất trên mỗi đơn vị.
- Bề mặt hoàn thiện vượt trội: Bề mặt nhôm ép đùn có cấu trúc hạt mịn hơn và bề mặt mịn hơn so với các giải pháp thay thế đúc bằng cát, điều này quan trọng đối với cả bề mặt bịt kín nơi sử dụng miếng đệm hoặc vòng chữ O và hiệu quả của vây làm mát bên ngoài nơi diện tích bề mặt tiếp xúc với luồng không khí là cơ chế truyền nhiệt.
- Tính chất cơ học nhất quán: Sự liên kết hạt định hướng được tạo ra bởi quá trình ép đùn dẫn đến độ bền kéo và cường độ chảy có thể dự đoán được dọc theo chiều dài vỏ. Tính nhất quán này giúp đơn giản hóa việc tính toán tuổi thọ mỏi trong quá trình thiết kế và giảm sự biến đổi trong hiệu suất hiện trường.
- Kinh tế dụng cụ: Khuôn ép đùn rẻ hơn đáng kể so với dụng cụ đúc có hình dạng tương đương và thời gian sản xuất ngắn hơn. Đối với các OEM xe nâng đang phát triển nền tảng động cơ mới hoặc cập nhật thiết kế vỏ để phù hợp với kích thước khung động cơ đã được sửa đổi, điều này giúp giảm chi phí vốn của việc lặp lại thiết kế.
- Hiệu suất vật liệu: Quá trình ép đùn tạo ra ít chất thải vật liệu hơn so với gia công từ vật liệu rắn. Phế liệu ép đùn nhôm có thể tái chế hoàn toàn, phù hợp với các mục tiêu bền vững ngày càng quan trọng đối với các nhà sản xuất xe nâng và khách hàng đội xe của họ.
| Thuộc tính | Vỏ nhôm ép đùn | Vỏ gang | Vỏ nhôm đúc |
|---|---|---|---|
| cân nặng | Thấp | Cao | Thấp |
| Độ dẫn nhiệt | Tuyệt vời | Trung bình | Tốt |
| Độ chính xác kích thước | Cao | Trung bình | Cao |
| Chi phí dụng cụ | Thấp–Moderate | Trung bình | Cao |
| Chống ăn mòn | Tuyệt vời | Kém (không có lớp phủ) | Tốt |
| Thiết kế linh hoạt | Cao (profile geometry) | Cao (3D shapes) | Cao (3D shapes) |
Lựa chọn vật liệu: Lựa chọn hợp kim cho vỏ động cơ xe nâng
Không phải tất cả các hợp kim đùn nhôm đều hoạt động như nhau trong các ứng dụng vỏ động cơ xe nâng. Hai họ hợp kim được chỉ định phổ biến nhất là 6061 và 6063, cả hai đều thuộc nhóm nhôm-magiê-silic dòng 6000, chiếm phần lớn trong sản xuất ép đùn kết cấu trên toàn thế giới.
6061-T6 là hợp kim kết cấu ngựa. Với độ bền kéo xấp xỉ 310 MPa và giới hạn chảy khoảng 276 MPa ở nhiệt độ T6, nó mang lại độ bền cơ học cần thiết để chịu được tải va đập lặp đi lặp lại từ sàn nhà kho gồ ghề, va chạm của xe nâng với cản va chạm của bến tàu và độ rung liên tục khi vận hành bơm thủy lực. Nó được gia công sạch sẽ, chấp nhận quá trình anod hóa tốt và đặc tính chịu mỏi của nó khi chịu tải theo chu kỳ được đặc trưng rõ ràng — quan trọng đối với các vỏ máy trải qua các chu kỳ làm việc khởi động-dừng liên tục trong các hoạt động nhiều ca.
6063-T5 hoặc T6 được chọn khi hình dạng vây làm mát đặc biệt phức tạp hoặc khi cần có bề mặt hoàn thiện vượt trội để đạt hiệu suất nhiệt. Hàm lượng silicon thấp hơn giúp nó có khả năng ép đùn tốt hơn đối với các cấu hình có thành mỏng hoặc phức tạp, mặc dù độ bền cơ học của nó thấp hơn một chút so với 6061 - thường có độ bền kéo khoảng 241 MPa ở T6. Đối với vỏ động cơ trong đó quản lý nhiệt là yếu tố thiết kế chính và tải trọng cơ học ở mức vừa phải, 6063 thường phù hợp hơn.
Trong môi trường kho lạnh và kho đông lạnh - một phân khúc ứng dụng xe nâng quan trọng - lợi thế về hiệu suất của nhôm so với gang thậm chí còn rõ rệt hơn. Nhôm vẫn giữ được độ dẻo ở nhiệt độ dưới 0 nơi gang ngày càng trở nên giòn, giảm nguy cơ gãy vỏ do va đập trong môi trường hoạt động thường xuyên ở nhiệt độ –20 °C đến –30 °C.
Quản lý nhiệt: Thiết kế nhà ở ảnh hưởng đến tuổi thọ động cơ như thế nào
Động cơ xe nâng điện trong các ứng dụng kho hàng chuyên sâu - đặc biệt là trong các ứng dụng lấy hàng, xe nâng và đối trọng chạy hai hoặc ba ca mỗi ngày - tạo ra nhiệt đáng kể trong quá trình hoạt động liên tục. Tuổi thọ cách điện của cuộn dây động cơ giảm khoảng một nửa khi nhiệt độ vận hành tăng thêm 10°C vượt quá giới hạn cấp định mức, mối quan hệ khiến thiết kế tản nhiệt vỏ máy trở thành một trong những quyết định kỹ thuật mang lại nhiều hệ quả nhất trong thiết kế hệ thống động cơ.
Vỏ động cơ ép đùn giải quyết vấn đề này thông qua ba cơ chế quản lý nhiệt:
- Vây làm mát bên ngoài: Các cánh tản nhiệt dọc được ép đùn tích hợp với thân vỏ giúp tăng diện tích bề mặt bên ngoài để truyền nhiệt đối lưu. Hình dạng cánh tản nhiệt - chiều cao, cao độ và độ dày thành - được tối ưu hóa trong quá trình thiết kế khuôn ép đùn và có thể được điều chỉnh mà không làm thay đổi lớp vỏ tổng thể của vỏ. Diện tích bề mặt vây tương đương 2–4 × lỗ khoan trơn có thể đạt được trong các cấu hình ép đùn tiêu chuẩn.
- Đường dẫn nhiệt dẫn tới khung: Trong các động cơ kín nơi không có luồng không khí cưỡng bức, vỏ sẽ dẫn nhiệt từ các lớp stato ra bề mặt bên ngoài. Độ dẫn nhiệt của nhôm khoảng 160–200 W/m·K (so với 50 W/m·K của gang) mang lại đường dẫn nhiệt nhanh hơn đáng kể, giảm chênh lệch nhiệt độ giữa điểm nóng cuộn dây và môi trường xung quanh.
- Kênh làm mát bên trong: Một số cấu hình vỏ ép đùn kết hợp các kênh rỗng bên trong thành vỏ mà qua đó chất làm mát có thể được lưu thông trong cấu hình động cơ làm mát bằng chất lỏng - ngày càng phù hợp khi động cơ xe nâng tăng mật độ công suất cho các ứng dụng hạng nặng trên 15 kW liên tục.
Yêu cầu bảo vệ IP và niêm phong môi trường
Môi trường vận hành xe nâng đặt ra các yêu cầu bảo vệ chống xâm nhập đáng kể đối với vỏ động cơ. Bụi trong kho - đặc biệt là trong các cơ sở xay bột, chế biến gỗ và xử lý giấy - đủ mịn để xâm nhập vào các vỏ bọc kém kín và làm nhiễm bẩn vòng bi và cuộn dây. Các ứng dụng xử lý container ngoài trời và ngoài sân làm tăng thêm khả năng tiếp xúc với mưa và nước rửa trôi. Hoạt động bảo quản lạnh gây ra rủi ro ngưng tụ khi xe nâng di chuyển giữa các vùng nhiệt độ.
Tiêu chuẩn IEC 60034-5 xác định các lớp bảo vệ vỏ động cơ thông qua xếp hạng IP, với hầu hết các ứng dụng động cơ xe nâng yêu cầu tối thiểu IP54 (chống bụi, chống văng nước) và nhiều yêu cầu khắt khe IP65 (kín bụi hoàn toàn, chống tia nước áp suất thấp) hoặc cao hơn. Việc đạt được các xếp hạng này trong vỏ ép đùn phụ thuộc vào độ chính xác của lỗ khoan tiếp nhận tấm chắn cuối hoặc vỏ ổ trục, hình dạng rãnh bịt kín được tích hợp vào biên dạng ép đùn để đặt vòng chữ O hoặc vòng đệm môi và chất lượng bề mặt của các mặt đối tiếp sau các hoạt động gia công thứ cấp.
Dung sai kích thước chặt chẽ có thể đạt được với vỏ nhôm ép đùn — thường là ± 0,1 mm trên các đường kính lỗ quan trọng sau khi gia công hoàn thiện — khiến chúng rất phù hợp để đáp ứng các yêu cầu IP65 mà không cần phải lắp tay nhiều hoặc đệm lót trong quá trình lắp ráp động cơ. Tính nhất quán về kích thước này cũng hỗ trợ các quy trình lắp ráp động cơ tự động giúp cải thiện năng suất sản xuất ở khối lượng lớn.
Những cân nhắc về tìm nguồn cung ứng, thay thế và bảo trì
Đối với các nhà quản lý đội xe và kỹ sư bảo trì, việc hiểu cấu trúc vỏ động cơ trên đội xe nâng của họ có ý nghĩa thiết thực đối với việc lập kế hoạch sửa chữa và tìm nguồn cung ứng phụ tùng. Vỏ nhôm ép đùn thường có thể sửa chữa được theo những cách mà vỏ đúc không thể làm được - độ mòn lỗ khoan nhỏ do mài mòn vòng bi có thể được khắc phục bằng cách lồng và các phần vây bị hư hỏng có thể được gia công hoặc vá mà không ảnh hưởng đến tính toàn vẹn của cấu trúc ở những khu vực không quan trọng.
Khi tìm nguồn cung ứng thay thế vỏ động cơ ép đùn, các thông số kỹ thuật chính cần xác nhận là:
- Khả năng tương thích kích thước khung hình IEC hoặc NEMA - vỏ phải phù hợp với đường kính ngoài của stato và chiều dài ống khói của động cơ thay thế hoặc tua lại mà nó sẽ chứa.
- Cấu hình chân đế hoặc mặt bích - Động cơ xe nâng được lắp theo nhiều hướng khác nhau; cấu hình giá đỡ chân, giá đỡ mặt (B3/B5 theo IEC) và giá đỡ tùy chỉnh phải phù hợp với hình dạng của hệ thống truyền động.
- Kích thước lỗ khoan của vỏ ổ trục - cả đường kính và khớp nối của đế ổ trục đầu dẫn động và không đầu dẫn động (thường là dung sai H7 hoặc J7 đối với đường kính ngoài của ổ trục ép vào) phải phù hợp với ổ trục thay thế được chỉ định cho động cơ.
- Quy định về đầu vào và đầu nối cáp - vị trí và kích thước của các đầu vào cáp nguồn và tín hiệu phải phù hợp với định tuyến dây điện của xe nâng.
Vỏ thay thế OEM có sẵn thông qua các chương trình phụ tùng của nhà sản xuất xe nâng cho các thương hiệu lớn bao gồm Toyota, Crown, Raymond, Hurr và Yale. Vỏ ép đùn hậu mãi được gia công theo thông số kỹ thuật OEM cũng có sẵn từ các nhà cung cấp linh kiện động cơ chuyên dụng, thường ở mức chi phí thấp hơn 30–50% so với các bộ phận OEM có tuân thủ kích thước tương đương. Việc xác nhận cấp độ hợp kim và xử lý nhiệt (tiêu chuẩn T5 hoặc T6) với nhà cung cấp là rất quan trọng khi tìm nguồn cung ứng nhà ở hậu mãi, vì việc thay thế vật liệu bằng hợp kim có độ bền thấp hơn là một rủi ro về chất lượng đã biết trong chuỗi cung ứng chi phí thấp hơn.

















