
Tại sao nhôm chiếm ưu thế trong thiết kế vỏ động cơ
các vỏ động cơ điện bằng nhôm đã trở thành lựa chọn mặc định trong các ứng dụng động cơ công nghiệp, thương mại và ô tô — và vì lý do chính đáng. Hợp kim nhôm mang đến sự kết hợp các đặc tính mà không một vật liệu cạnh tranh đơn lẻ nào có thể tái tạo hoàn toàn: mật độ thấp, độ dẫn nhiệt cao, khả năng chống ăn mòn và khả năng gia công tuyệt vời, tất cả với chi phí phù hợp hiệu quả với khối lượng sản xuất.
Cốt lõi của lợi thế nhôm là quản lý nhiệt. Động cơ điện tạo ra nhiệt liên tục trong quá trình hoạt động và vỏ phải tản nhiệt đó đủ nhanh để bảo vệ cuộn dây, vòng bi và lớp cách điện khỏi bị xuống cấp sớm. Độ dẫn nhiệt của nhôm xấp xỉ 150 – 200 W/m·K — cao hơn khoảng bốn đến năm lần so với gang — cho phép các nhà thiết kế động cơ duy trì nhiệt độ vận hành trong giới hạn an toàn mà không làm tăng kích thước vỏ hoặc thêm hệ thống làm mát bên ngoài.
Các yếu tố bổ sung thúc đẩy sự chuyển đổi sang vỏ động cơ bằng nhôm:
- Giảm cân: Nhôm có mật độ xấp xỉ một phần ba của gang. Đối với nền tảng di động — xe nâng, xe điện, robot công nghiệp — mỗi kg được tiết kiệm từ vỏ động cơ sẽ trực tiếp mở rộng phạm vi hoạt động của pin hoặc cải thiện hiệu suất động.
- Chống ăn mòn: Nhôm tự nhiên tạo thành một lớp oxit bảo vệ, làm cho nó phù hợp với môi trường ẩm ướt hoặc hoạt động hóa học mà không cần lớp phủ bảo vệ bổ sung trong nhiều ứng dụng.
- Che chắn EMI: Vỏ nhôm làm giảm nhiễu điện từ một cách hiệu quả, bảo vệ các thiết bị điện tử điều khiển động cơ nhạy cảm khỏi tiếng ồn bên ngoài và ngăn tần số chuyển đổi của động cơ tỏa ra bên ngoài.
- Khả năng tái chế: Nhôm có thể tái chế 100% với chỉ khoảng 5% năng lượng cần thiết cho sản xuất sơ cấp, hỗ trợ các mục tiêu kinh tế tuần hoàn ngày càng được yêu cầu ở các thị trường ô tô châu Âu và châu Á.
Vỏ động cơ điện bằng nhôm: Hợp kim và phương pháp sản xuất
Không phải tất cả vỏ động cơ bằng nhôm đều được làm theo cùng một cách. Quá trình sản xuất xác định dung sai có thể đạt được, độ hoàn thiện bề mặt, độ dày thành và cuối cùng là hiệu suất nhiệt và kết cấu của bộ phận hoàn thiện. Ba phương pháp thống trị sản xuất.
Đúc chết
Đúc khuôn áp suất cao (HPDC) là quy trình phổ biến nhất dành cho vỏ động cơ có khối lượng từ trung bình đến cao trong phạm vi 0,5 – 30 kW. Nhôm nóng chảy - thông thường Hợp kim A380 hoặc ADC12 — được bơm vào khuôn thép ở áp suất 700 – 1.400 bar, tạo ra chi tiết gần dạng lưới trong thời gian chu kỳ từ 30 – 90 giây. Đúc khuôn cho phép tạo ra các hình dạng phức tạp bao gồm các trùm lắp tích hợp, mảng cánh làm mát và các điểm vào ống dẫn trong một thao tác duy nhất. Dung sai kích thước ±0,1 – 0,3 mm là tiêu chuẩn, đủ cho hầu hết các lỗ lắp động cơ và chuông cuối.
Đùn
Đùn produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the vỏ động cơ xe nâng ép đùn được thảo luận trong phần tiếp theo. Các hợp kim phổ biến cho vỏ động cơ ép đùn bao gồm 6061-T6 và 6063-T5 , được chọn vì sự cân bằng về sức mạnh, khả năng ép đùn và khả năng gia công. Có thể đạt được độ dày thành thấp tới 1,5 mm, giảm thiểu trọng lượng mà không làm giảm độ cứng của kết cấu.
Đúc cát và đúc trọng lực
Đối với khung động cơ lớn - thường có kích thước khung trên 55 kW - và đối với các đơn đặt hàng tùy chỉnh khối lượng thấp, đúc cát hoặc đúc trọng lực (khuôn cố định) mang lại chi phí dụng cụ thấp hơn HPDC. Các hợp kim như A356-T6 là tiêu chuẩn, cung cấp độ bền kéo 220 – 280 MPa sau khi xử lý nhiệt. Độ hoàn thiện bề mặt và tính nhất quán về kích thước thấp hơn so với các phương pháp khuôn hoặc ép đùn, do đó phôi gia công bổ sung được đưa vào thiết kế đúc.
| Quy trình | Hợp kim thông thường | Dung sai điển hình | Tốt nhất cho |
|---|---|---|---|
| Đúc khuôn áp suất cao | A380, ADC12 | ±0,1 – 0,3mm | Khối lượng lớn, hình học phức tạp, 0,5 – 30 kW |
| Đùn CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15mm | Vỏ hình ống, động cơ servo và xe nâng |
| Đúc cát / trọng lực | A356-T6 | ±0,5 – 1,5mm | Khung hình lớn (>55 kW), tùy chỉnh âm lượng thấp |
Vỏ động cơ ép đùn xe nâng: Các ưu tiên và yêu cầu thiết kế
các vỏ động cơ xe nâng ép đùn hoạt động ở một trong những môi trường đòi hỏi khắt khe nhất mà vỏ động cơ gặp phải: rung động liên tục từ sàn nhà kho, tiếp xúc với hơi axit ắc quy, sương mù dầu thủy lực, chu trình nhiệt giữa môi trường trong nhà và ngoài trời và cú sốc cơ học do tác động của tải. Việc đáp ứng các điều kiện này trong khi vẫn giữ cho hệ thống truyền động nhỏ gọn và nhẹ nhất có thể khiến các yêu cầu thiết kế trở nên nghiêm ngặt hơn bao giờ hết.
Tính toàn vẹn của cấu trúc dưới rung động và sốc
Động cơ thủy lực và lực kéo của xe nâng thường được gắn trực tiếp vào khung xe hoặc khối thủy lực mà không có cách ly rung. Do đó, vỏ phải chống lại hiện tượng nứt do mỏi tại các bệ lắp và bệ đỡ chịu tải theo chu kỳ liên tục. Nhôm 6061-T6 là lựa chọn ưu tiên cho vỏ xe nâng ép đùn vì độ bền kéo 310 MPa và cường độ chảy 276 MPa của nó mang lại đủ biên độ cho tải trọng va đập được tạo ra trong quá trình lấy pallet và di chuyển trên các tấm đế. Hình dạng mặt bích lắp thường được làm dày hơn 20 – 30% so với yêu cầu về kết cấu tối thiểu để chịu tải trước cho bu lông và ngăn chặn sự ăn mòn ở bề mặt tiếp xúc.
Niêm phong và xếp hạng IP
Hầu hết các mục tiêu vỏ động cơ xe nâng Bảo vệ IP54 hoặc IP65 - loại bỏ bụi hoàn toàn và bảo vệ chống lại các tia nước từ hoạt động tẩy rửa nhà kho. Để đạt được điều này với vỏ nhôm ép đùn cần có các mặt tiếp xúc chuông cuối được gia công chính xác (độ hoàn thiện bề mặt Ra ≤ 1,6 µm), các rãnh vòng chữ O liên tục và ốc vít bằng thép không gỉ để ngăn chặn sự ăn mòn điện ở bề mặt tiếp xúc thép-nhôm. Các điểm vào ống dẫn sử dụng các phụ kiện tuyến nén thay vì loại bỏ đơn giản.
cácrmal Management in a Confined Space
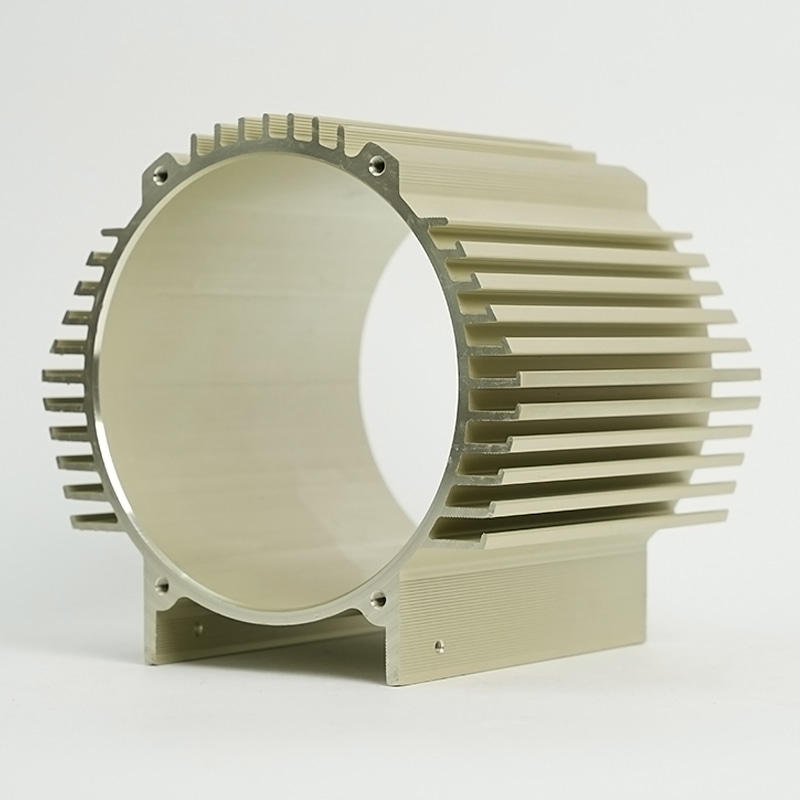
Động cơ xe nâng thường hoạt động ở chu kỳ nhiệm vụ cao - tăng tốc và giảm tốc liên tục với tải nhiều tấn - tạo ra nhiệt đáng kể trong một gói vật lý nhỏ gọn. Vỏ ép đùn cho ứng dụng này thường kết hợp vây ngoài dọc được hình thành trực tiếp trong khuôn ép đùn, tăng diện tích bề mặt làm mát đối lưu lên 60 – 120% so với xi lanh vách trơn có kích thước tương đương. Một số thiết kế bổ sung thêm các rãnh xoắn ốc bên trong hoặc các kênh hướng trục cho phép làm mát bằng chất lỏng cưỡng bức khi ứng dụng yêu cầu.
Vỏ động cơ bơm bằng nhôm: Chống ăn mòn và tương thích chất lỏng
các vỏ động cơ bơm nhôm chia sẻ nhiều nguyên tắc thiết kế với vỏ động cơ điện nói chung, nhưng phải đối mặt với một loạt thách thức đặc biệt về khả năng tương thích hóa học mà hầu hết các động cơ trong môi trường khô không có. Tùy thuộc vào môi trường được bơm — nước, nước thải, hóa chất nông nghiệp, nhiên liệu, chất lỏng cấp thực phẩm hoặc chất lỏng công nghiệp ăn mòn — môi trường bên ngoài xung quanh vỏ động cơ có thể rất hung hãn.
Lựa chọn hợp kim cho môi trường ẩm ướt
Trong các ứng dụng bơm nước lạnh hoặc nước lạnh HVAC, tiêu chuẩn Nhôm đúc A380 hoặc nhôm ép đùn 6061 thực hiện tốt mà không cần điều trị thêm. Tuy nhiên, các ứng dụng liên quan đến:
- Nước biển hoặc nước muối: Yêu cầu hợp kim dòng 5000 (ví dụ: 5052, 5083) có hàm lượng magie cao hơn để kháng clorua hoặc 6061 được anod hóa với anodize kín có độ dày ≥ 25 µm.
- Hóa chất hoặc phân bón nông nghiệp: Thường liên quan đến các hợp chất amoni tấn công các lớp oxit nhôm tiêu chuẩn; sơn bột epoxy hoặc lớp phủ PTFE chịu hóa chất trên vỏ nhôm là thông lệ tiêu chuẩn.
- Chế biến thực phẩm và đồ uống: Yêu cầu các bề mặt được anod hóa hoặc sơn tuân thủ FDA, không có nhôm thô lộ ra ngoài có thể tiếp xúc với dòng sản phẩm; thiết kế bên ngoài không có kẽ hở ngăn ngừa vi khuẩn trú ngụ.
Thiết kế chìm và kết hợp chặt chẽ
Vỏ động cơ máy bơm được chia thành hai loại lắp đặt. Động cơ bơm khớp nối chặt gắn trực tiếp phía sau đầu bơm bằng trục chung; vỏ động cơ tiếp xúc với tia nước và hơi nước nhưng không bị ngâm trong nước, vì vậy vỏ nhôm đúc tiêu chuẩn có xếp hạng IP55 nhìn chung là đủ. Động cơ bơm chìm yêu cầu vỏ hoạt động như một bình chịu áp lực - vỏ nhôm phải chịu được áp suất thủy tĩnh bên ngoài (thường là 3 – 10 bar đối với máy bơm lỗ khoan) trong khi vẫn duy trì tính toàn vẹn kín nước ở tất cả các bề mặt bịt kín. Tính toán độ dày thành cho vỏ chìm tuân theo quy tắc thiết kế bình áp lực (ASME Phần VIII hoặc EN 13445), với hệ số an toàn 3 – 4× áp dụng cho áp suất thiết kế.
Xử lý bề mặt cho vỏ nhôm động cơ máy bơm
các right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Anodizing cứng (Loại III): Tạo ra lớp oxit nhôm 25 – 75 µm với độ cứng Vickers 400 – 600 HV. Lý tưởng cho các bề mặt tiếp xúc với mài mòn và môi trường hóa chất nhẹ. Tiết kiệm chi phí cho hợp kim 6061 và 6063.
- Sơn bột Epoxy: độ dày màng 60 – 100 µm; khả năng chống phun muối tuyệt vời (1.000 – 3.000 giờ theo tiêu chuẩn ASTM B117); thích hợp cho các khu vực nông nghiệp và biển. Yêu cầu chuẩn bị bề mặt kỹ lưỡng (chuyển đổi cromat hoặc xử lý trước zirconat).
- Mạ niken điện phân: Lớp phủ đồng nhất có thể đạt được trên các hình dạng bên trong phức tạp; cung cấp khả năng chống ăn mòn và mài mòn trong động cơ bơm xử lý hóa học trong đó quá trình anod hóa không tương thích với chất điện phân.
- Lớp phủ chuyển hóa cromat (Alodine/Iridite): Lớp phủ dẫn điện mỏng (1 – 5 µm) được sử dụng chủ yếu làm lớp sơn lót hoặc cho các vỏ có yêu cầu quan trọng về EMI trong đó độ dẫn điện bề mặt phải được duy trì trên toàn bộ lớp vỏ.
Chỉ định vỏ động cơ bằng nhôm: Danh sách kiểm tra các thông số chính
Cho dù tìm nguồn cung ứng vỏ động cơ điện bằng nhôm , một vỏ động cơ xe nâng ép đùn hoặc một vỏ động cơ bơm nhôm , quy trình đặc tả cần nắm bắt các thông số quan trọng này để đảm bảo nhà cung cấp cung cấp bộ phận phù hợp với mục đích:
- Kích thước khung động cơ và ký hiệu IEC/NEMA: Xác định đường kính lỗ khoan, vòng tròn bu lông chuông cuối, khe hở trục nhô ra và kích thước chân lắp. Tất cả phải được giữ ở mức dung sai của tiêu chuẩn liên quan.
- Đánh giá công suất và chu kỳ làm việc: Xác định độ dày của tường để tản nhiệt và tải trọng kết cấu. Một động cơ 10 kW chạy ở chế độ S1 (liên tục) yêu cầu thiết kế tản nhiệt mạnh mẽ hơn so với cùng một khung ở chế độ S3 (không liên tục).
- Xếp hạng vỏ bọc IP / NEMA: Chỉ định các yêu cầu bịt kín ảnh hưởng trực tiếp đến hình dạng chuông cuối, kích thước rãnh đệm và lựa chọn dây buộc.
- Môi trường hoạt động: Xác nhận sự hiện diện của việc tiếp xúc với hóa chất, ngâm, rửa trôi, mức độ rung (vùng nghiêm trọng ISO 10816) và phạm vi nhiệt độ môi trường.
- Hợp kim và tính khí: Nêu rõ hợp kim được yêu cầu - không để nhà cung cấp tùy ý quyết định điều này nếu ứng dụng có các yêu cầu về độ bền, khả năng gia công hoặc ăn mòn cụ thể.
- Xử lý bề mặt và hoàn thiện: Chỉ định loại lớp phủ, độ dày tối thiểu, tiêu chuẩn kiểm tra độ bám dính và bất kỳ yêu cầu nào về màu sắc. Tham khảo các tiêu chuẩn áp dụng (MIL-A-8625 cho anodizing, ASTM B117 cho thử nghiệm phun muối).
- Dung sai quan trọng: Nêu rõ độ tròn của lỗ khoan (độ tròn), đường kính mặt tựa ổ trục và cấp độ vừa khít (thường là H7/k6 hoặc H7/m6) và độ vuông góc của mặt với trục lỗ khoan — những điều này ảnh hưởng trực tiếp đến tuổi thọ ổ trục và mức độ rung.
- Giấy chứng nhận và tài liệu: Yêu cầu báo cáo thử nghiệm vật liệu (MTR) theo EN 10204 3.1 hoặc 3.2, báo cáo kiểm tra kích thước và chứng chỉ xử lý bề mặt cho mỗi lô sản xuất.
Vỏ động cơ bằng nhôm được xác định rõ — cho dù được đúc khuôn để sản xuất khối lượng lớn, ép đùn cho hệ thống truyền động xe nâng hay được xử lý đặc biệt cho môi trường máy bơm ăn mòn — mang lại dịch vụ đáng tin cậy trong nhiều thập kỷ trong khi vẫn giữ được trọng lượng hệ thống, khả năng chịu nhiệt và tổng chi phí sở hữu ở mức thấp nhất có thể đạt được.

















