Mục đích kết cấu và lợi thế về hiệu suất
Vỏ động cơ bơm bằng nhôm đóng vai trò là vỏ bảo vệ tích hợp stato động cơ điện, vòng bi và hệ thống làm mát trong khi vẫn duy trì sự liên kết chính xác với phần bơm thủy lực. Vỏ nhôm được thiết kế phù hợp giúp giảm tổng trọng lượng máy bơm xuống 60-70% so với các loại gang tương đương đồng thời cung cấp khả năng che chắn điện từ và chống ăn mòn đầy đủ cho các ứng dụng xử lý chất lỏng công nghiệp. Độ dẫn nhiệt 96 W/mK của vật liệu cho phép tản nhiệt hiệu quả từ cuộn dây động cơ, cho phép hoạt động liên tục ở nhiệt độ xung quanh lên đến 80 độ C mà không cần làm mát bên ngoài trong hầu hết các cấu hình. Những đặc điểm này làm cho nhôm trở thành lựa chọn vật liệu chủ yếu cho động cơ máy bơm từ các thiết bị dân dụng có mã lực nhỏ đến hệ thống công nghiệp 500 HP.
Toàn cầu vỏ động cơ bơm nhôm thị trường vượt quá 2,8 tỷ USD hàng năm, nhờ đầu tư vào cơ sở hạ tầng quản lý nước và mở rộng hệ thống HVAC. Các thiết kế vỏ hiện đại ngày càng tích hợp tính toán tối ưu hóa động lực học chất lỏng để làm mát luồng không khí và kiến trúc mô-đun chứa nhiều cấu hình máy bơm từ các nền tảng đúc thông thường.

Lựa chọn hợp kim và tính chất vật liệu
Việc lựa chọn hợp kim nhôm cho vỏ động cơ máy bơm sẽ cân bằng các yêu cầu về khả năng đúc, độ bền cơ học, khả năng chống ăn mòn và hiệu suất nhiệt.
Hợp kim đúc A380 và A383
Hợp kim nhôm A380 chiếm ưu thế trong các ứng dụng đúc khuôn áp suất cao, chứa 7,5-9,5% silicon và 3,0-4,0% đồng để đạt được tính lưu động tuyệt vời và độ xốp co ngót tối thiểu. Độ bền kéo 320 MPa và cường độ chảy 160 MPa mang lại sự toàn vẹn về cấu trúc cho các chân lắp động cơ và các kết nối mặt bích máy bơm chịu tác dụng của lực áp suất thủy lực. Khả năng chống ăn mòn tự nhiên của hợp kim, được tăng cường thông qua lớp phủ chuyển đổi hóa học hoặc anodizing, chịu được sự tiếp xúc với nước và môi trường hóa học nhẹ mà không cần sơn bảo vệ.
A383 cung cấp thành phần được sửa đổi với 9,5-11,5% silicon và 2,0-3,0% đồng , cải thiện đặc tính làm đầy khuôn cho các phần vỏ có thành mỏng (2,5-3,5 mm) và các đường làm mát bên trong phức tạp. Hợp kim này làm giảm xu hướng nứt nóng ở các hình dạng phức tạp trong khi vẫn duy trì 90% đặc tính cơ học của A380, khiến nó được ưa chuộng để sản xuất khối lượng lớn các bộ phận động cơ máy bơm nhỏ gọn.
Ứng dụng hợp kim rèn và vỏ gia công
Vỏ động cơ máy bơm lớn có đường kính vượt quá 400 mm hoặc yêu cầu sử dụng mức áp suất cực cao Nhôm 6061-T6 được gia công từ ép đùn hoặc rèn. Hợp kim được làm cứng bằng kết tủa magie-silic đạt cường độ chảy 276 MPa và khả năng chống mỏi tuyệt vời trong môi trường tải theo chu kỳ. Vỏ được gia công chứa các áo làm mát tích hợp có hình dạng bên trong phức tạp không thể đúc một cách đáng tin cậy, mặc dù chi phí sản xuất tương đương bằng khuôn đúc cao gấp 3-4 lần.
| Lớp hợp kim | Quy trình | Độ bền kéo | Chống ăn mòn | Ứng dụng điển hình |
|---|---|---|---|---|
| A380 | Đúc khuôn | 320 MPa | Tốt | Máy bơm đa năng |
| A383 | Đúc khuôn | 310 MPa | Tốt | Thiết kế tường mỏng phức tạp |
| A360 | Đúc khuôn | 300 MPa | Tuyệt vời | Môi trường biển và ăn mòn |
| 6061-T6 | Gia công | 310 MPa | Tuyệt vời | Máy bơm lớn áp suất cao |
Quy trình sản xuất đúc khuôn
Đúc khuôn áp suất cao tạo ra phần lớn vỏ động cơ bơm bằng nhôm với độ chính xác về kích thước và độ hoàn thiện bề mặt giảm thiểu yêu cầu gia công thứ cấp.
Thông số đúc khuôn buồng lạnh
Máy buồng lạnh có lực khóa bằng 800-2.500 tấn chứa kích thước nhà ở từ 0,5 đến 50 kg trọng lượng bắn. Nhôm nóng chảy ở nhiệt độ 680-720 độ C chuyển sang buồng lạnh (ống bọc ngang) và bơm vào khuôn thép cứng dưới áp suất 30-100 MPa trong vòng 20-100 mili giây. Quá trình hóa rắn nhanh (50-200 độ C mỗi giây) tạo ra cấu trúc hạt mịn với độ xốp tối thiểu, đạt được dung sai kích thước đúc sẵn cộng hoặc trừ 0,1 mm cho các bề mặt gắn động cơ quan trọng.
Kiểm soát nhiệt độ khuôn ở 200-280 độ C thông qua các kênh tuần hoàn dầu ngăn ngừa nứt do mỏi nhiệt đồng thời thúc đẩy quá trình hóa rắn định hướng. Quá trình đúc khuôn có hỗ trợ chân không giúp giảm 60-80% độ xốp của không khí bị mắc kẹt, cho phép đúc kín áp suất cho vỏ máy bơm chịu áp suất thủy lực 10 bar mà không cần bịt kín tẩm.
Cắt tỉa và hoạt động phụ
Vỏ đúc trải qua quá trình cắt tỉa tự động để loại bỏ các cổng, đường dẫn và đèn flash, sau đó là nổ mìn hoặc hoàn thiện rung để đạt được Ra 3,2-6,3 micromet bề mặt hoàn thiện thích hợp để sơn hoặc phủ. Các hoạt động gia công quan trọng bao gồm hoàn thiện lỗ ổ trục (dung sai H7), phay mặt lắp động cơ (độ phẳng 0,05 mm) và lắp đặt hạt dao có ren cho các điểm kết nối máy bơm. Các trung tâm gia công CNC đạt được độ chính xác định vị 0,01 mm cho các tính năng chính xác này.
Tích hợp hệ thống làm mát và quản lý nhiệt
Thiết kế vỏ động cơ bơm bằng nhôm ngày càng nhấn mạnh đến khả năng tản nhiệt khi mật độ công suất động cơ tăng lên và các tiêu chuẩn về hiệu suất được thắt chặt.
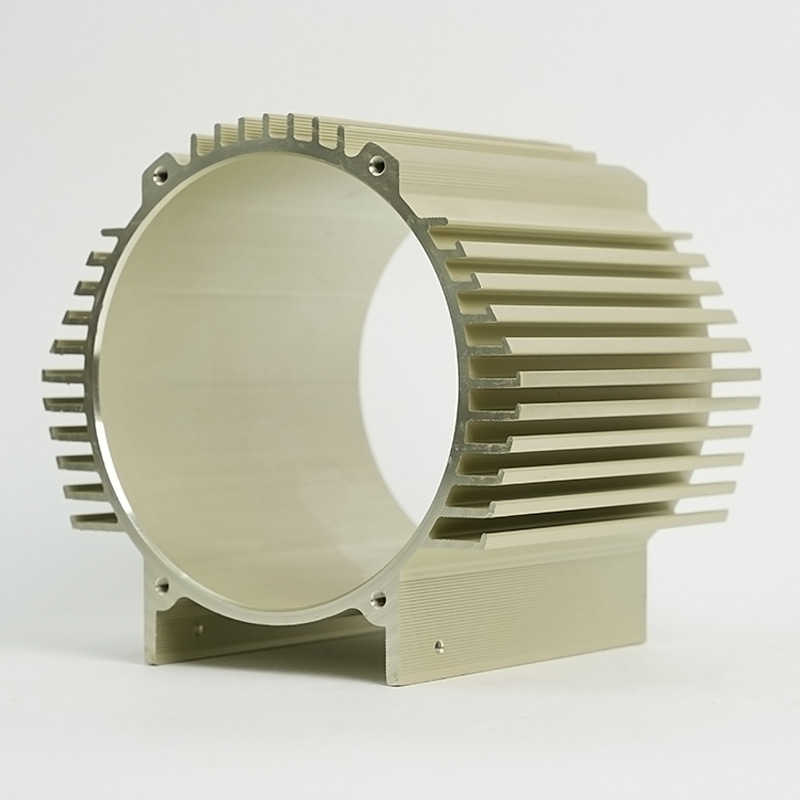
Thiết kế vây bên ngoài và tối ưu hóa luồng không khí
Làm mát đối lưu tự nhiên kết hợp vây nhôm dày 2-4 mm với khoảng cách 8-15 mm mở rộng diện tích bề mặt thêm 300-500% trên vỏ hình trụ nhẵn. Chiều cao cánh 20-40 mm cân bằng giữa khả năng truyền nhiệt với chi phí vật liệu và độ phức tạp của vật đúc. Mô phỏng động lực học chất lỏng tính toán tối ưu hóa hướng cánh cho cả cấu hình lắp động cơ ngang và dọc, với cấu hình hình chữ T hoặc dạng sóng giúp tăng cường hệ số nhiễu loạn và truyền nhiệt lên 15-25 W/m²K.
Làm mát không khí cưỡng bức thông qua vỏ quạt tích hợp đạt được tốc độ tản nhiệt 200-400 watt dành cho động cơ bơm hoạt động liên tục, có cánh quạt bằng nhôm được đúc liền với vỏ hoặc được gắn thông qua các trục nhôm vừa khít với máy ép. Mật độ thấp của vật liệu (2,7 g/cm³) giảm thiểu quán tính quay và mức tiêu thụ điện năng của động cơ quạt so với các lựa chọn thay thế bằng thép.
Cấu trúc áo khoác làm mát bằng chất lỏng
Động cơ bơm công suất cao sử dụng áo khoác nước không thể thiếu đúc vào vỏ nhôm, tuần hoàn chất làm mát thông qua các đường xoắn ốc hoặc hướng trục bao quanh stato. Thiết kế áo khoác duy trì độ dày thành 3-5 mm giữa các kênh làm mát và lỗ khoan stato để đảm bảo dẫn nhiệt đầy đủ trong khi vẫn duy trì độ cứng của cấu trúc. Kiểm tra áp suất tới 1,5 lần áp suất vận hành để xác minh tính toàn vẹn của vỏ trước khi lắp ráp động cơ.
Bảo vệ chống ăn mòn và hoàn thiện bề mặt
Trong khi nhôm thể hiện tính thụ động tự nhiên, vỏ động cơ máy bơm trong môi trường khắc nghiệt cần được tăng cường bảo vệ thông qua xử lý bằng hóa chất và sơn phủ.
Lớp phủ chuyển đổi và Anodizing
Lớp phủ chuyển hóa cromat (Alodine) cung cấp Màng bảo vệ 0,5-4 micromet tăng cường khả năng chống ăn mòn và độ bám dính của sơn, mặc dù công thức crom hóa trị sáu phải đối mặt với hạn chế về quy định. Các chất thay thế crom hóa trị ba và titan-ziconium đạt được 80% hiệu suất truyền thống với sự tuân thủ về môi trường. Anodizing (axit sulfuric loại II) tạo ra các lớp oxit nhôm 5-25 micromet với độ cứng 200-300 HV, mang lại khả năng chống mài mòn cho các ứng dụng bơm hàng hải và công nghiệp.
Hệ thống sơn tĩnh điện và sơn ướt
Sơn bột polyester tại Độ dày 60-80 micromet mang lại vẻ đẹp bền bỉ và lớp hoàn thiện bảo vệ với các màu động cơ tiêu chuẩn (đen, xám, xanh). Ứng dụng tĩnh điện và xử lý ở nhiệt độ 180-200 độ C tạo ra các màng liên kết ngang có độ cứng bút chì 2H và khả năng chống phun muối trên 500 giờ. Hệ thống epoxy hoặc polyurethane ướt phục vụ các ứng dụng chuyên dụng đòi hỏi khả năng kháng hóa chất đối với axit, kiềm hoặc dung môi gặp phải trong quá trình bơm.
Vỏ động cơ bơm bằng nhôm đại diện cho một danh mục sản phẩm trưởng thành nhưng vẫn đang phát triển, hội tụ khoa học vật liệu, sản xuất chính xác và kỹ thuật nhiệt để cho phép xử lý chất lỏng hiệu quả trong các ứng dụng công nghiệp, thương mại và dân dụng. Quá trình phát triển hợp kim liên tục và cải tiến quy trình đúc giúp mở rộng sự thống trị của nhôm trong kết cấu động cơ máy bơm so với các vật liệu cạnh tranh.